
技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.showmepiedmont.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

实践证明合理切削用量的选择与双主轴数控机床、刀具、工件及工艺等多种因素有关。合理选择加工用量的方法如下:粗加工时,主要要保证较高的生产效率,故应选择较大的背吃刀量,较大的进给量,切削速度U选择中低速度。出售双主轴数控机床的精加工时,主要保证零件的尺寸和表面精度的要求,故选择较小的背吃刀量,较小的进给量,切削速度选择较高速度。粗加工时,一般要充分发挥机床潜力和刀具的切削能力。数控车床厂半精加工和精加工时,应重点考虑如何保证加工质量,并在此基础上尽量提高生产率。数控车床厂在选择切削用量时应保证刀具能加工完成一个零件或保证刀具的耐用度不低于一个工作班,最少也不低于半个工作班的工作时间。数控车床厂具体数值应根据机床说明书中的规定、刀具耐用度及实践经验选取。

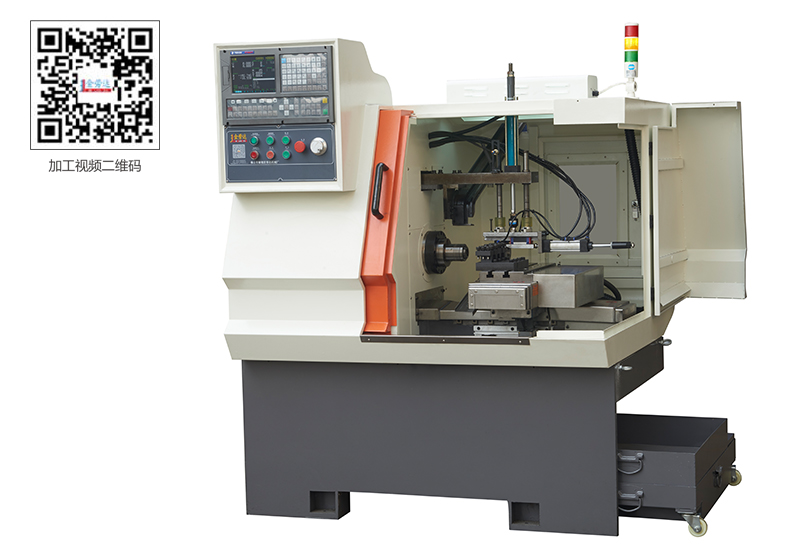
双主轴数控机床的刀架上安装铣削动力头后可以大大扩展数控车床的加工能力。如:利用铣削动力头进行轴向钻孔和铣削轴向槽。南通双主轴数控机床的刀具:在数控车床或车削加工中心上车削零件时,应根据车床的刀架结构和可以安装刀具的数量,合理、科学地安排刀具在刀架上的位置,并注意避免刀具在静止和工作时,刀具与机床、刀具与工件以及刀具相互之间的干涉现象。

双主轴数控机床工件装夹、定位方便;刃具运动轨迹易观察,调试程序检查测量方便,可及时发现问题,进行停机处理或修改;出售双主轴数控机床冷却条件易建立,切削液能直接到达刀具和加工表面;三个坐标轴与笛卡儿坐标系吻合,感觉直观与图样视角一致,切屑易排除和掉落,避免划伤加工过的表面。与相应的卧式加工中心相比,结构简单,占地面积较小,价格较低。
双主轴数控机床的优点:稳定性好,需要加工过大零件一般采用斜床身或平床身斜导轨机床,因为中大型机床相应各部件也很大,特别是刀塔部位,出售双主轴数控机床采用斜导轨主要是为了克服重力有更好的稳定性来提高机床精度,在一些恶劣环境中就能体现斜身机床的优越性。

双主轴数控机床操作面板主要用于手动方式下对机床的操作,以及自动方式下对机床的操作或千预。其上有各种按钮与选择开关,用于机床及辅助装里的启停、加工方式选择、速度倍率选择等;还有数码管及信号显示等。中、小型出售双主轴数控机床的操作面板常和数控面板做成一个整体,但二者之间有明显界限。数控系统的通讯接口,如串行接口,常设且在机床操作面板上。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

官方网站-双主轴双刀塔数控车床")

