
技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.showmepiedmont.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号
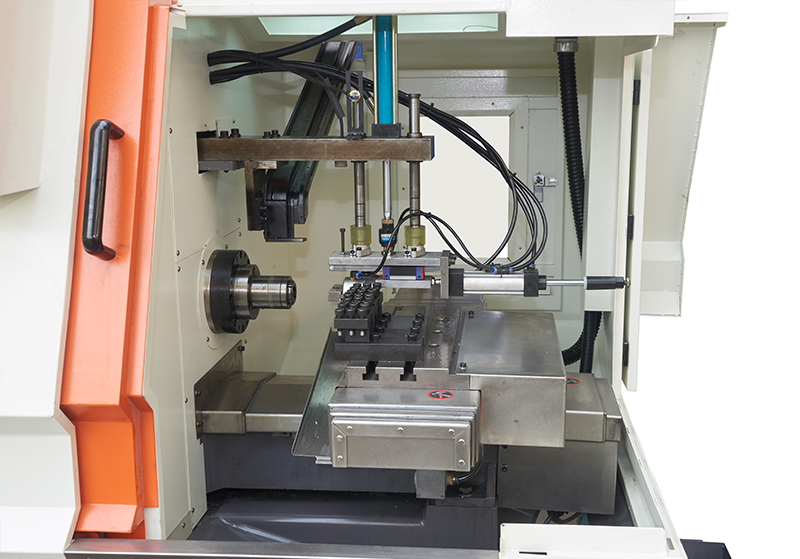
这样的粒料双主轴刀塔数控车床以车为主,铣、钻功能只是做一些辅助加工。动力刀架造价昂贵,造成车削中心的成本居高不下,国产的售价一般超过10万,进口的超过20万,一般用户承受不起。经济型供应粒料双主轴刀塔数控车床大多都是XZC轴 ,就是在卡盘上增加了一个旋转的C轴 ,实现基本的铣削功能。

粒料双主轴刀塔数控车床的防漏性,引用国际先进连接技术,整机液压部分采用PH锥度连接方式与高压直插式连接,配合知名液压元件,确保绝无渗漏。供应粒料双主轴刀塔数控车床的防污性,齿轮泵与滤油器的使用,有效增加了机身的抗污能力,大大提高机身寿命与液压油的使用寿命,解决原材料不干净而引起的问题。

按粒料双主轴刀塔数控车床运动坐标数和同时控制的坐标数分:有三轴二联动、三轴三联动、四轴三联动、五轴四联动、六轴五联动等。三轴、四轴是指加工中心具有的运动坐标数,供应粒料双主轴刀塔数控车床的联动是指控制系统可以同时控制运动的坐标数,从而实现刀具相对工件的位置和速度控制。

粒料双主轴刀塔数控车床的加工原则,加工路线的确定:数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确定粗加工及空行程的进给路线。在数控车床加工中,供应粒料双主轴刀塔数控车床的加工路线的确定一般要遵循以下几方面原则。应能保证被加工工件的精度和表面粗糙度。使加工路线最短,减少空行程时间,提高加工效率。尽量简化数值计算的工作量,简化加工程序。对于某些重复使用的程序,应使用子程序。

粒料双主轴刀塔数控车床的特点:加工中心是高效、高精度数控机床,工件在一次装夹中便可完成多道工序的加工,同时还备有刀具库,并且有自动换刀功能。加工中心所具有的这些丰富的功能,决定了加工中心程序编制的复杂性。供应粒料双主轴刀塔数控车床能实现三轴或三轴以上的联动控制,以保证刀具进行复杂表面的加工。加工中心除具有直线插补和圆弧插补功能外,还具有各种加工固定循环、刀具半径自动补偿、刀具长度自动补偿、加工过程图形显示、人机对话、故障自动诊断、离线编程等功能。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

官方网站-双主轴双刀塔数控车床")

