
技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.showmepiedmont.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号
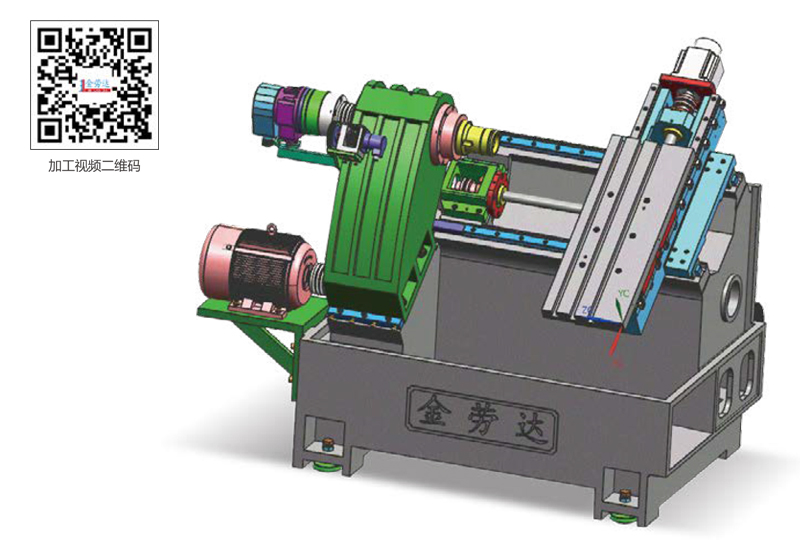
双主轴单动力刀塔数控车床从外观上可分为立式、卧式和复合加工中心等。立式加工中心的主轴垂直于工作台,主要适用于加工板材类、壳体类工件,也可用于模具加工。卧式加工中心的主轴轴线与工作台台面平行,宜昌双主轴单动力刀塔数控车床的工作台大多为由伺服电动机控制的数控回转台,在工件一次装夹中,通过工作台旋转可实现多个加工面的加工,适用于箱体类工件加工。复合加工中心主要是指在一台加工中心上有立、卧两个主轴或主轴可90°改变角度,因而可在工件一次装夹中实现五个面的加工。

经济型数控车床:双主轴单动力刀塔数控车床采用步进电动机和单片机对普通车床的车削进给系统进行改造后形成的简易型数控车床。成本较低,自动化程度和功能都比较差,车削加工精度也不高,适用于要求不高的回转类零件的车削加工。普通数控车床:根据出售双主轴单动力刀塔数控车床加工要求在结构上进行专门设计,配备通用数控系统而形成的数控车床。数控系统功能强,自动化程度和加工精度也比较高,适用于一般回转类零件的车削加工。这种数控车床可同时控制两个坐标轴,即x轴和z轴。

双主轴单动力刀塔数控车床是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,出售双主轴单动力刀塔数控车床就具有广泛的工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。

实践证明合理切削用量的选择与双主轴单动力刀塔数控车床、刀具、工件及工艺等多种因素有关。合理选择加工用量的方法如下:粗加工时,主要要保证较高的生产效率,故应选择较大的背吃刀量,较大的进给量,切削速度U选择中低速度。出售双主轴单动力刀塔数控车床的精加工时,主要保证零件的尺寸和表面精度的要求,故选择较小的背吃刀量,较小的进给量,切削速度选择较高速度。粗加工时,一般要充分发挥机床潜力和刀具的切削能力。数控车床厂半精加工和精加工时,应重点考虑如何保证加工质量,并在此基础上尽量提高生产率。数控车床厂在选择切削用量时应保证刀具能加工完成一个零件或保证刀具的耐用度不低于一个工作班,最少也不低于半个工作班的工作时间。数控车床厂具体数值应根据机床说明书中的规定、刀具耐用度及实践经验选取。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

官方网站-双主轴双刀塔数控车床")

